1 转炉倾动负载特性分析
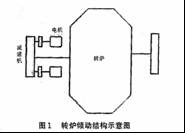
在转炉系统中,炉体倾动部分采用4台倾动电机,通过减速机刚性连接,并采用全悬挂固定方式和扭力杆力矩吸收方式,如图1所示。
根据工艺要求,转炉的倾动角度为正反360°。转炉炉口和炉底方向轴线与地平面垂直时为零位状态。故炉子倾动负载力矩为角度的函数Mfz=f(θ),属于反阴性的位能负载。另外,据工艺设计说明,转炉按正力矩设计,即炉子耳轴下部比上部高,下部比上部重。从而确保转炉电控系统失灵或抱闸力不够时,能靠炉体自身的正力矩来确保炉口向上,这样不至于发生倒钢等事故。但当维修炉拆除炉底后以及炉口粘钢渣太多时,炉体可能出现上部较下部重,由于液体钢水重心随转炉倾角的变化而变化,这样在修炉和出渣或出钢时,可能出现负力矩。当炉体处于正力矩状态时,电机处于电动运行状态,当炉体处于负力矩状态时,电机处于回馈制动状态,电机的机械特性和负载特性如图2。
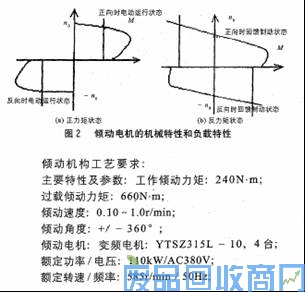
额定力矩/电流:1750N·m/230A;
速度反馈用编码器:30-3641IA-1024。
2 系统功能
2.1控制功能
转炉倾动变频系统各变频器的控制分两种方式:
(1)变频装置的单机调试、检修在人机接口操作面板(HMI)上完成;
(2)设备联动运行通过PLC系统实现(操作地点:正常生产时在中控室或机旁,联机调试时在变频器柜柜门)。
在任何一种情况下,均能保证控制方式的唯一性,而且控制方式的切换通过柜门上转换开关、按钮实现,方便、可靠。
转炉4台倾动变频器在正常工作时以1主3从方式进行工作;当其中1台故障时,余下3台装置转换调整后以1主2从方式进行工作;进一步当其中2台故障时,余下2台装置转换调整后以1主1从方式进行工作。
2.2系统配置和功能实现
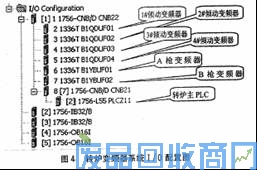
根据倾动机构工艺要求及控制功能,每座转炉倾动变频系统配置了一套相对独立的PLC(1#转炉为PLC 12)系统,通过控制总线Control Net网络接口实现转炉变频器及PLC间的通讯(如图3),同时实现与转炉主PLC(1#转炉为PLC11)系统的通讯(如图4)。系统主要硬件配置如下:
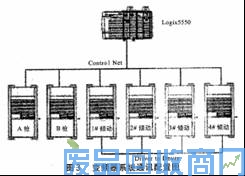
倾动变频器:1336T-B250-AA-GT3EN-L4,4台(含制动组件);ControlNet光纤模块:1786-RPFS,4块;控制系统:1756-L55M22 Logix5555控制器1个。
在转炉传动变频控制系统中,4台变频器通过光纤连接,构成主从应用工作组,工作时其中一台设为主传动工作方式,另三台工作在从传动方式,从传动变频器以转矩模式工作,主变频器速度由PLC系统通过变频器I/O口给定,主变频器通过Drive-to-Drive Link通讯向从机发送运行信息,内容包括主机转速,转矩及开关状态等,由主从装置参数设定自动实现与主传动的速度/转矩跟踪和转矩准确分配,实现了多电机传动中速度同步和转矩分配。
系统正常运行时,PLC系统通过CNB总线与转炉倾动变频器正常通讯,实现控制和数据采集。当因某种原因引起故障时,例如某台从变频器或电机故障时,故障变频器自动停止工作,另外三台变频器继续工作,主变频器控制负载在这三台变频器之间平均分配;当主变频器或电机出现故障时,主变频器停止工作,并发出故障信号,此时可设置另外一台变频器为主传动,组成新的主/从工作组,按主/从方式继续工作,新的主变频器负责速度控制和负载分配。
另外,转炉倾动需严格监控,防止出现“溜车”故障,在转炉传动变频控制系统中,利用了PLC控制程序,使抱闸在系统起动后转矩建立在一定的输出转矩时松开,在系统停止后转矩下降至一定的输出转矩时抱紧,大大提高了系统应用的可靠性。
为了监控转炉的倾动的位置,在设备主轴上安装有编码器,通过现场总线将信号传送到PLC系统,通过PLC来计算、转换,在画面上显示。
3 1336 FORCE变频器的参数设置及链接
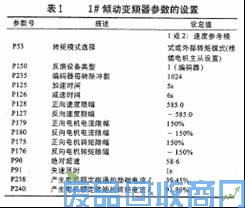
3.1 1336 FORCE变频器的参数设置
由于变频器功能参数很多,实际应用中,没有必要对每一参数进行设置和调试,多数可采用缺省值,有些参数可以通过做AUTOTUNE后产生,如速度调节器和滑差调节器的PID参数、额定转速和额定电流下的Q轴和D轴电压、电机的额定和最大最小滑差频率等等,不需人工设定。而有些参数则要根据电机的负载特性和功能来设定,主要设置的参数为电机铭牌参数,极限参数(包括速度和电流),定标参数,链接参数和通讯口等。另外,更换同型号电机后,可以继续使用原有参数而不需要改变。但反馈类型改变后,由于对整个系统的影响较大,需要重新做AUTOTUNE。根据倾动电机工艺参数和相关特性,表1列出了1#倾动变频器部分参数的设置。
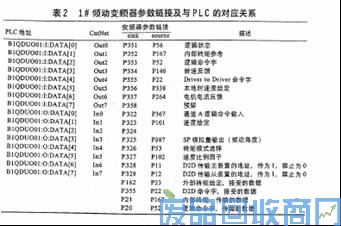
3.2 变频器的参数链接
通过参数链接,可以实现PLC对变频器启停信号的控制,变频器反馈信号的接收以及变频器与变频器之间信号的传输。表2以1#倾动变频器为例说明参数链接与PLC的对应关系。
4 结束语
酒钢200万炼钢1#转炉于2005年4月投产以来,倾动变频器系统满足工艺要求,运行稳定可靠,取得了良好的效果。
![]()
![]()
![]()
![]()
![]()