摘 要:本文解析艾默生CT变频器在冶金行业的规模化应用。根据不同的工艺要求采用不同的控制方式来满足现场需求,体现艾默生CT变频器广泛的应用领域和强大的规模化驱动系统解决能力。
关键词:EV2000 TD3000 EV3000 EV3500 冶金行业 变频器
1 引言
鞍钢是国有特大型钢铁企业,经历了不断的技术改造和技术创新,至2002年起对其下属的炼铁总厂进行全面改造,分别建设新1#、新2#、新3#高炉。同时对7#高炉进行技术改造。在这四座高炉的水冲渣、高炉运焦、矿焦槽、鱼雷罐运输钢水及倒钢水等系统中,主体设备采用艾默生CT TD2000、EV2000、TD3000、TD3500等系列变频器,艾默生CT变频器成为鞍钢炼铁总厂应用的主体品牌。
2 水渣处理系统转鼓装置变频器应用
2.1 转鼓工艺简介
鞍钢炼铁总厂新1#高炉是炼铁总厂改造工程中新建的第一座高炉,高炉设计有效容积3200立方米,日产生铁7500吨,是目前鞍钢乃至全国容积最大的、工艺最先进的大型高炉之一。新1#高炉的水渣处理系统是引进卢森堡的“茵巴”水渣处理工艺。运用网络化控制。艾默生CT变频器应用于改造系统中的转鼓装置、粒化回水泵及渣浆泵电机的驱动等共48台套。其中转鼓装置有一组转鼓驱动和转鼓支架,转鼓支架能够通过翻转驱动在翻转支架上作翻转转动,转鼓的支点和转鼓支架的支点相差90°,转鼓支架和翻转支架互不干扰,并能够实现自动装、卸物料。转鼓主体与支架之间连接有电动推杆,计数器连接在电机驱动装置联轴器处。利用计数器发出反馈信号给PLC。转鼓支架和翻转支架能够连续运转,并自动出料,实现自动化联机操作,借助筛网回转的离心力,在较低的水阻力下,具有较高流速性,截留住渣体颗粒,实现固、液两相分离的目的,大大降低工人的劳动强度。并在鼓体上设有观察口,可随时观察运转情况。在高炉炼铁的生产过程中,炉渣的输出量随机性很大,这就导致流入转鼓的水渣量波动性增大,转鼓电机输出力矩大幅度变化。TD3000变频器精准快速的动态响应,能够及时调节输出力矩,将力矩信号反馈给PLC系统,及时改变电机转速,对流入转鼓的水渣量的波动做出响应,从而保证了转鼓装置在高炉炼铁的整个出渣过程中能够稳定的运行。
2.2 转鼓装置变频器应用设计
整个水渣处理系统的电气控制是采用DCS控制方式实现的。TD3000变频器以其自身转矩响应速度快、控制精准,过载能力强、宽范围的调速运行。被用在水渣处理系统中转鼓装置的主驱动。转鼓装置采用30KW变频电机,配置TD3000-4T0450G高性能矢量型变频器。系统控制方式如图1所示。
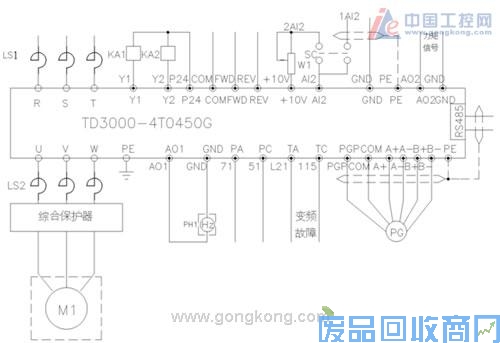
图1水渣处理系统变频器应用
3 320吨混铁车变频器应用
3.1 钢水罐车驱动系统设计
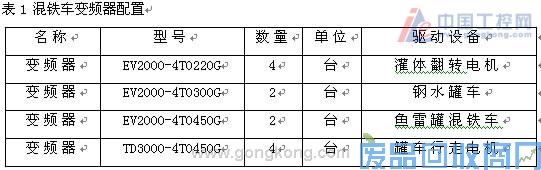
铁水罐车、钢水罐车、鱼雷罐混铁车、渣罐车等是炼钢系统的重要关联设备,在倒钢水的过程中对变频器的驱动电机性能要求很高。项目选用艾默生CT变频器4台EV2000-4T0750G, EV2000-4T0550G和主令控制器与PLC相结合,实现手动与自动控制。充分体现艾默生CT变频器的精准控制和高性能的稳定运行的体现。鱼雷罐混铁车倒钢水的控制方案采用艾默生CT EV2000变频器进行调速控制,系统配置2套自动单元及自动电阻,采用能耗自动控制方式。倾倒钢水时电机正向运行处于电动状态,倒完钢水灌身翻转到原来位置时电机反方向运行处于发电状态,利用自动电阻消耗电机反向运行时产生的多余能量。鱼雷罐车是炼钢系统重要的运送设备,系统采用一工一备的控制方案交替运行互为备用。由于现场多粉尘、大热量散发,还会出现钢水飞溅情况。不适合PLC独立控制的应用,最后采用PLC与智能主令控制器和现场操作箱一主两结合的控制方案。由PLC监测鱼雷罐车的状态并发出允许命令,通过现场观测的实际来控制鱼雷罐车的倒钢水的速度和罐身翻转的角度并及时进行调整。320吨混铁车变频器混铁车变频器配置如表1所示。
另外,艾默生CT变频器在鞍钢4#、5#镀锌线及鞍钢热轧厂辊道驱动也有大量的应用。
3.2 变频器驱动系统设计
鱼雷罐倾倒钢水时最大倾斜角度1200,在启动和停止区间检验变频器拖动电动机精准控制罐体运行的位置,同时对变频器过载能力要求极强。变频器EV2000-4T0750G允许过载150﹪额定电流1分钟,200﹪额定电流0.5秒;4段速度配置驱动鱼雷罐翻转运行,最高运行频率30HZ;在鱼雷罐倒灌时应确保罐口准确对中,倒灌时的启动速度不高于10HZ,防止罐身由于启动速度过快造成晃动发生反转或电机堵转;考虑罐身的机械设备极限与电气连锁,防止误动作的产生。
速度匹配:前进--低速--高速--低速--停止--后退--低速--高速--低速--停止。速度匹配工艺变频控制驱动原理如图2所示。5 结束语
艾默生CT变频器在鞍钢集团公司的应用,充分的满足了生产工艺和机械设备的要求,显示变频器优越的性能和极高的可靠性,得到用户的好评与赞誉。丰富的规模化案例应用体现了艾默生CT变频器从小功率单元到大功率模块式驱动技术的成熟,展示出大型驱动技术供应商的大规模工业解决方案的品牌集成优势。
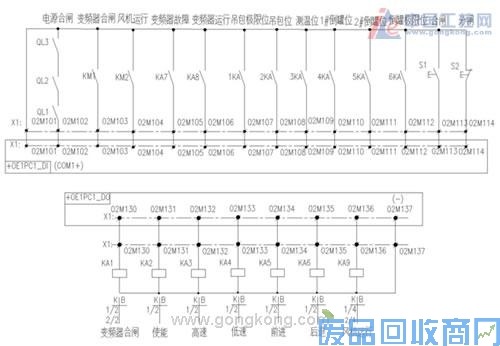
图2 鱼雷罐倾倒钢水速度匹配
向混铁炉兑铁水时,铁水罐口至混铁炉受铁口(槽),应保持一定距离;混铁炉不应超装,当铁水面距烧嘴达0.4m时,不应兑入铁水;混铁炉出铁时,应发出声响讯号;混铁炉在维修或炉顶有人、或受铁水罐车未停到位时,不应倾动;当冷却水漏入混铁炉时,应待水蒸发完毕方可倾炉。混铁车倒罐站倒罐时,应确保混铁车与受铁坑内铁水罐车准确对位;混铁车出铁至要求的量并倾回零位后,铁水罐车方可开往吊包工位。
4 加热炉工作区辊道变频器应用
加热炉工作区辊道驱动工艺流程:装料辊道――上料推钢机――入炉推钢机――加热炉加热――出钢机――出料辊道。
4.1辊道驱动方案
整套工艺流程采用顺序起动操作顺序,上位机采用PROFIBUS-DP总线控制变频器,SM-PROFIBUS-DP总线与总线适配器TDS-PA01通讯控制变频器,精准控制电机的转速。PROFIBUS-DP总线通过对TD3000变频器“状态字”读取,来调整“控制字”的发送,使其装料滚道、出料滚道同步有序运行,如图3所示。
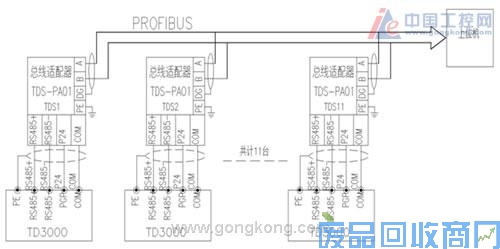
图3 辊道变频驱动自动化系统
4.2多电机同步驱动系统配置
辊道是把钢坯运送到加热炉中进行加热在把钢坯运出的联动运送设备,选用艾默生CT TD3000系列变频器驱动多台电机同时同步工作,验证矢量控制的精度,通过PROFIBUS-DP总线控制。加热炉是对钢坯进行预热及达到均匀受热。提高加热处理的效果,提高产品质量。提高表面的加热的退火(正火)后组织与确度均匀,加热过程中使钢的组织结构得到更好的完善,优化钢坯的质量。加热炉工作区辊道变频器配置如表2所示。艾默生CT变频器在鞍钢新轧钢冷轧1#、3#生产线工程轧机乳液装置改造中应用EV2000-4T2800变频器 6台。

5 结束语
艾默生CT变频器在鞍钢集团公司的应用,充分的满足了生产工艺和机械设备的要求,显示变频器优越的性能和极高的可靠性,得到用户的好评与赞誉。丰富的规模化案例应用体现了艾默生CT变频器从小功率单元到大功率模块式驱动技术的成熟,展示出大型驱动技术供应商的大规模工业解决方案的品牌集成优势。
![]()
![]()
![]()
![]()
![]()