重卷机生产线的主要工作是将冷轧带钢、热镀锌带钢切头、切边、涂油、切尾、卷取,最终生产出成品卷。主要设备有上料、开卷机、直头机、切头剪、圆盘剪、静电涂油、分切机、卷取机卸料等。
系统技术性能参数:最高机列速度:400m/min
入口最大卷重: 28.6T、出口最大卷重: 26.5T
入口卷内径:φ508、φ610mm、入口卷外径:Max.φ2050mm、
来料宽度:700-1430mm、来料厚度:0.20~2.00 mm
开、收卷张力: Max 60KN(全张力)、单位张力Max: 21N/mm
上料、开卷(开卷机)-开头(开头机)-对中(CPC对中装置)-切头(切头剪)-切边(圆盘剪)-检
查-涂油(静电涂油机)-分切(分切剪)-卷取(卷取机)-包装
系统组成
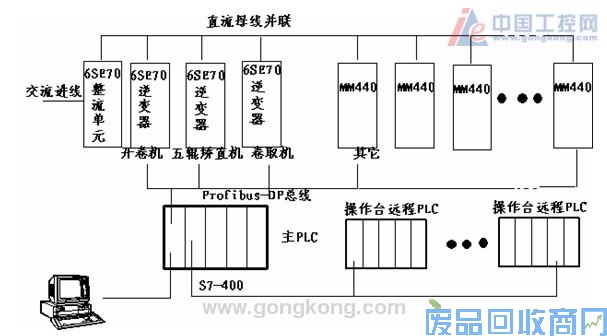
针对重卷机生产线的工艺特点,自动化控制系统的硬件、软件及网络配置采用国际先进水平,系统具备开放性、实用性、安全性及可扩展性。整个自动化系统系统拟采用现场设备+基础级+过程级+生产控制系统。自动化系统硬件拟采用SIEMENS公司的S7-400系列PLC和二级工控机,实现自动上卷功能;参与穿带连锁的交流调速电机的控制采用西门子6SE6440系列的变频调速装置,主体部分的交流调速电机(直接参与工艺运行的电机)的控制采用西门子公司6SE70系列交流变频调速器,其余工艺上不需调速的交流电机的MCC控制中心采用抽屉柜。
主要交流调速电机的控制选用SIMENS公司的6SE70系列的工程变频调速装置,公共直流母线供电、并配以整流/回馈单元,以完成机组降速时的能量回馈;其它辅助的交流调速电机的控制选用SIMENS公司的6SE440系列的变频调速装置,公共直流母线供电,以完成机组降速时的能量回馈。
系统特点:
A、 开卷及卷取通过PLC编程的应用程序实现恒张力卷绕控制;开卷/卷取的卷径采用超声波传感器直接测量。
B、 开卷采取张力控制方式,卷取采用速度控制方式。
C、 通过操作台上的触摸屏在线更改机列速度或其它相关工艺参数,不影响机组正常运行;
D、 通过直流母线并联,实现功率互补,并能使制动时产生的能量回馈电网;从而达到节能的目的。
E、 PLC采用PROFIBUS总线与变频器交换数据,与操作台PLC通讯,大大地减少了现场电缆及接线工作,缩短了安装调试时间,同时系统的可靠性也得到较大提高
电气控制相关设备及系统构成图
![]()
![]()
![]()
![]()
![]()