在拉丝、改拔、成缆、成卷等行业,很广泛的应用到收线、排线控制,收线一般来说无怪乎张力控制收线、力矩收线、恒线速度收线。这两种模式主打。收线控制策略我们在另外章节作阐述,下面我将只对特殊排线机控制作以说明:
当前客户遇到的疑难排线控制技术大致包含以下几种:1、精密排线
2、梯度排线
3、锥度排线
4、斜面排线
5、恒速度收线排线
精密排线、主要是控制精度一定要紧密排布,困难在及时换向处理上。在设计理念上,排线的过程一定需要线推着线前进,线在前进过程中要有一个滞后角度,这个角度一定要控制好,如果需要取得很好的精密排线效果,那么恒张力主动放线是一个必不可少的环节,只有控制好了张力放线,才能控制好精密排线的滞后角度位置。只有控制好了精密排线的行走进给滞后角度,才可能把精密排线控制的得心应手。圆材线实现精密排布比较容易实现,但是如果是带状材质,那么就必须在极限换向的时候做必要的辅助处理了,因为带材的线,没有半圆形的底面,不具备自动找寻位置的能力。遇到带材排线,必须强制换向定位。带材线很容易叠线,正常行走可以通过排距控制来克服叠线,换向的时候就不能这样处理了,我们可以在带材线的排布起点采样一个原点信号,当这个信号有效的时候,一定是换向的最佳时机,可以预先整定一个汽缸,汽缸的伸展长度等于一个带材的排距,利用换向原点强制换向距离控制就是排布带材的最佳控制方式。
梯度排线、主要是控制一个整体形状为梯形的收线排线过程,如果需要在直面轴盘上实现梯度排线,那么一定要精确的控制排距,所谓的排距就是在排线过程中线与线之间的有效空格距离,一般是为了提高利用效率,都鼓励三进一排线模式,就是每一周旋转周期的周长交合点的最大空格距离必须是你所排线材直径的2倍。在非精密排线过程中,排距控制是一个很重要的控制量,如果排距控制不住,就没有办法去对其他参量进行很好的控制。具体设计控制梯度排线的设计理念可以这样来计算实现。
关于梯度(锥度)排线的计算原则:可以人为的设置梯度的高值。设高值为:H
可以人为的设置线材的直径。设线材直径为:Ф
可以人为的设置收线盘的长度:L
通过系统机械自学习收线盘长度的脉冲个数:M
可以人为的设置排线的节距,也就是稀疏程度,此值很重要,关系到控制精度。一般是三进一,也可以精排,就是线挨着线,线与线之间没有间隙。如果是三进一,控制系数设“3”如果是精排设置控制系数为“1”。
取需要控制的梯度高值:H 除以线材的直径Ф 等于梯度形成的排线层数。H/Ф=F
F*3=实际需要的梯度形成层数,根据就是如果你的线材稀疏节距是3,可以理解为两根相邻的线之间还可以夹两根线,此为节距等于3。如果是精排,就等于1。
取收线盘的总长度脉冲个数除以梯度形成的层数,可以得出每层排线的往返虚拟换向距离。举例总盘子长度的脉冲个数为12000个。线材的直径为0.3毫米。梯度的最大高度为10毫米。计算这个梯度形成的初始排线层数为10/0.3=33层。那么如果排线很稀疏,你必须排3层才能折算成一根线的直径高度,一般排线是三进一计算,如果是精排则可以不乘3这个系数。假设是三进一,则需要99层线才能把这个梯度形成。
用盘子总长度的脉冲个数12000除以梯度形成的基本层数99就等于每层排线在一个方向向另一个方向行走时的往返换向条件,12000/99=121
第一层从左走向右排线,当走到121个脉冲距离的时候必须返回,第二层排线从左走向右排线,当走到242个脉冲距离的时候必须返回,如此类推,当第99层走道12000个脉冲的时候梯度排线完毕,正式切换到正常排线模式。梯度的一端比另一端刚好高出我们的设置值10毫米。
当梯度排线完毕,切换换向条件可以不做脉冲控制,直接撞限位信号立即返回。如果是锥度则要计算锥度的延长距离。
如果需要控制收线的恒定速度,则需要计算卷径,那就是在初始卷径的基础上每排一层线,盘子的直径增加2Ф,然后求出盘子绕好线的周长,用设定的线速度除以机械传动比例系数再除以电动机的极对数等于要运行的频率速度。
那么锥度和斜面排线的设计计算参考范畴可以这样计算:
1. 锥型工字轮
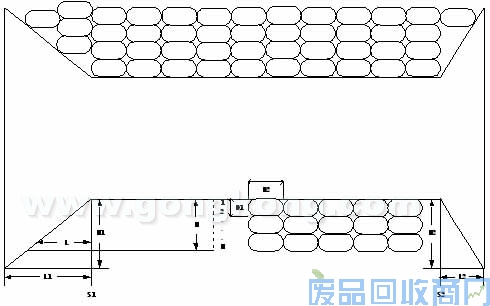
任意锥型工字轮及排线示意图如上图所示。锥型工字轮左边的长度为L1,高度为H1;右边的长度为L2、高度为H2,所需不规则排线的高度为D1、长度为D2,圆型排线的D1=D2=φ。S1和S2为左右限位开关,限位开关可为机械换向开关或电子开关。排线机撞上限位开关后,并不立即反向,而要根据排线机的速度、排线的层数、排线的线径等参数确定一个延迟时间,排线机继续原方向运行该延迟时间后再反向。不同的排线层、不同的排线速度,延迟时间也不同。即延迟时间不是一个固定值,而是一个不断变化的数值。排线机每撞一次限位开关S1或S2,排线的层数N加1。
排线机每转一周,其丝杆位移C(mm)。
排线机的额定频率为Fe,同步转速为N0(rpm 转/分)。
Fe=排线机的额定频率。 N0=同步转速(rpm 转/分)。
排线机的运行频率为F,收卷机的运行频率为F1。两者之间的联动关系为F=D2/C*F1。
F=排线机的运行频率。 D2=线材的宽度,如果是圆材为直径。
C=派线机旋转一周的位移距离。 F1=收线电机的运行频率。
第N层排线撞左限位开关后还需继续移动的距离M1=N*D1*L1/H1
M1=撞左限位开关后的位移距离。 N=排线层数,也就是撞限次数。
D1=线材的高度,圆材线为直径。 L1=左锥度的总长度。
H1=左排线锥度的总高度。
第N层排线撞右限位开关后还需继续移动的距离M2=N*D1*L2/H2
M2=撞右限位开关后的位移距离。 N=排线层数,也就是撞右限位的次数。
D1=线材的高度,圆材线为直径。 L2=右锥度的总长度。
H2=右排线锥度的总高度。
为保证排线在锥型区域的整齐排线,M1、M2应为排线宽度D2的整数倍。因此,实际使用时,M1、M2运算取整。
M1=[(N*D1*L1/H1)/D2]*D2 [ ]为数学取整,就是等于1才有效,小于1舍去。
M2=[(N*D1*L2/H2)/D2]*D2
式中:M1=左撞限位后的行走距离, N=排线层数,也就是撞限次数。
D1=线材的高度,圆材线为直径。 L1=左边锥度的总长距离。
H1=左边锥度盘的总高度。 D2=线材的宽度,圆材线为直径。
M2=右撞限位后的行走距离, N=排线层数,也就是撞限次数。
D1=线材的高度,圆材线为直径。 L2=右边锥度的总长距离。
H2=右边锥度盘的总高度。 D2=线材的宽度,圆材线为直径。
距离M1对应排线机旋转的圈数R1=M1/C。
R1=排线电机左行撞限后的旋转圈数。 M1=左撞限运行距离。
C=排线电机每运行一周的排线位移距离。
距离M2对应排线机旋转的圈数R2=M2/C。
R2=排线电机右行撞限后的旋转圈数。 M2=右撞限运行距离。
C=排线电机每运行一周的排线位移距离。
排线机每分钟旋转的圈数E=F* N0/Fe。
E=排线电机每分钟的运行转圈数。 F=排线电机的运行频率。
N0=同步速度。 Fe=排线机的额定频率。
排线机撞左限开关S1后继续向左运行的时间为T1=R1/E,单位为分钟。之后,排线变频器反向,排线电机反转,向右运行,排线层数加1。
S1=左限位开关。 T1=左行撞限后的连续运行时间。(到达结束后立即实行换向)。
R1=排线撞左行撞限位后的旋转圈数。 E=排线电机每分钟的运行转圈数。
排线机撞右限开关S2后继续向右运行的时间为T2=R2/E,单位为分钟。之后,排线变频器反向,排线电机反转,向左运行,排线层数加1。
S2=右限位开关。T2=右行撞限后的连续运行时间。(到达结束后立即实行换向)。
R2=排线撞右行撞限位后的旋转圈数。 E=排线电机每分钟的运行转圈数。
最大层数Nmax=[(H1-5~10)/D1]= [(H2-5~10)/D1]。当达到或超过最大层时,系统停机,换卷继续运行。
Nmax=最大层数。 H1=左锥度盘的总高度。 5-10=安全系数。
D1=线材的高度,圆形线材为其直径。 T1=左行撞限后的连续运行时间。
H2=右锥度盘的总高度。
T1=60*1000*[(N*D1*L1/H1)/D2]*D2* Fe/(C* F* N0) 单位为毫秒。
T1= 左行撞限后的连续运行时间。 60=每秒的换算系数。 1000=每毫秒的换算系数。
N=线材的叠加层数。 D1= 线材的高度,圆形线材为其直径。
L1= 左边锥度的总长距离。 H1=左边锥度盘的总高度。
D2=线材的宽度度,圆形线材为其直径。 Fe= 排线机的额定频率。
C=排线电机每运行一周的排线位移距离。 F=排线电机的运行频率。
N0=同步速度。
T2=60*1000*[(N*D1*L2/H2)/D2]*D2* Fe/(C* F* N0) 单位为毫秒。
T2= 右行撞限后的连续运行时间。 60=每秒的换算系数。 1000=每毫秒的换算系数。
N=线材的叠加层数。 D1= 线材的高度,圆形线材为其直径。
L2= 右边锥度的总长距离。 H2=右边锥度盘的总高度。
D2=线材的宽度度,圆形线材为其直径。 Fe= 排线机的额定频率。
C=排线电机每运行一周的排线位移距离。 F=排线电机的运行频率。
N0=同步速度。
为避免排线机的运行频率为零或太小造成T1、T2运算溢出,将其设定一个最小频率Fmin,Fmin取2~5Hz。
Fmin=最小运行频率。 T1=左行撞限后的运行时间。
T2=右行撞限后的运行时间。
T1、T2一定要转换成毫秒为单位参与PLC浮点运算,PLC不能运算小数点以后的值。
T1、T2 只在运行时运算,参数设定和故障不运算。
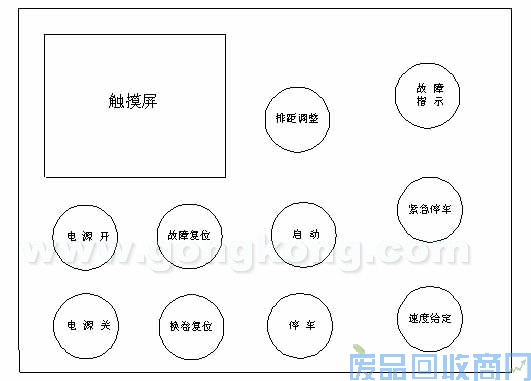
2. 操作台
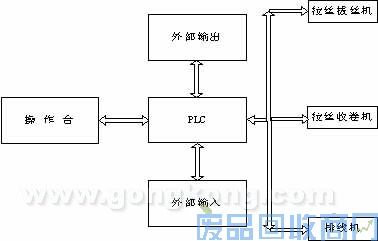
3. 系统框图
4. 触摸屏显示
4.1 开机画面
4.2 系统状态显示
4.3 工艺参数
4.4 线速度
4.5 积线重量(比重、周长)
4.6 系统故障显示优先
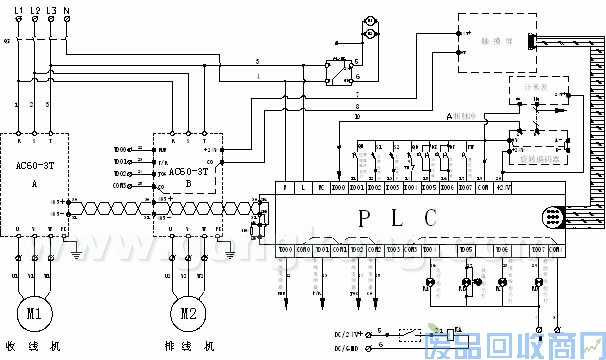
5. 各机组电气连接点
5.1 操作面板
5.1.1 按扭开关
5.1.1.1 电源开--系统的总电源开关,变频器、PLC、触摸屏等供电。
5.1.1.2 电源关--系统的总电源关。
5.1.1.3 启动--启动拉丝拔丝变频器,收卷变频器自动跟随拉丝拔丝变频器运行,排线机变频器自动跟随收卷变频器运行。
5.1.1.4 停车--拉丝拔丝变频器停车,收卷变频器、排线机变频器自动跟随拉丝拔丝变频器停车。
5.1.1.5 故障复位--变频器的故障排除后,复位变频器故障,允许变频器重新再运行。
5.1.1.6 换卷复位--锥型工字轮收线满径时,换新卷时复位,层数N置1。
5.1.2 自锁开关
3.1.2.1 紧急停止--系统出现紧急情况时,变频器自由停车,收卷变频器抱刹停车。
5.1.3 显示
5.1.3.1 故障报警指示--变频器故障时,声光报警。
5.1.3.2 触摸屏显示器--L1、H1、L2、H2、D1、D2、Fe、C、 N0、Fmin、K(计米轮周长)设定,工作状态、故障等。
5.1.4 电位器
5.1.4.1 速度电位器--拉丝机线速度给定,拉丝拔丝变频器模拟电压VS给定。
5.1.4.2 排线间距调整电位器--调整排线机变频器的速度,使不同线径的排线基本紧密。对于同一线径的排线,调整好后,此电位器不需再操作。
5.2 系统输入
5.2.1.1 左限开关S1--撞限后延迟T1时间后,向右运行。
5.2.1.2 左限开关S2--撞限后延迟T2时间后,向左运行。
5.2.1.3 排线FDT--1HZ排线变频器FDT有效后,才开始计算T1、T2。
5.2.1.4 变频器故障--拉丝、收卷、排线任一变频器故障。
5.2.1.5 计米输入--收线长度。
5.2.2 输出
5.2.2.1 排线机正反转--向右为正转,向左为反转。
5.2.2.2 计米到停车--或满盘停车。
5.3 变频器连线
大致外围配置需要:变频器、PLC、触摸屏(文本显示器)、光电旋转编码器、通讯模块。
总结要领: 要得到排线的任意位置精确控制,必须控制非精密排线的排距,只有控制了排距,才可能控制好排线需要控制的排布位置,当然,精密排线就不必要对排距去进行刻意控制了.因为精密排线的排距已经自然生成了,受收线盘长度的控制.