螺杆是塑化部件中的关键部件,和塑料直接接触,塑料通过螺槽的有效长度,经过很长的热历程,要经过三态(玻璃态、粘弹态、粘流态)的转变,螺杆各功能段的长度,几何形状,几何参数将直接影响塑料的输送效率和塑化质量,将最终影响成型和制品质量。
螺杆按其对塑料的适应性,可分通用螺杆和特殊螺杆。通 用螺杆又称常规螺杆可加工大部分具有低、中粘度的热塑性塑料,结晶型和非结晶型的民用塑料和工程塑料,是螺杆最基本的形式。与其相应的还有特殊螺杆,是用 来加工用普通螺杆难以加工加工的塑料,例如热固性塑料、聚氯乙烯、高粘度的PMMa的螺杆,按螺杆结构及其几何形状的特征,可分为常规螺杆和新型螺杆。常 规螺杆又称三段式螺杆,是螺杆的基本形式。
必须知道的螺杆“十大参数”
(1)ds —螺杆外径。螺杆直径大小直接影响着塑化能力的大小,也就直接影响到塑机理论产量的大小。因此,理论产量也大的塑机其螺杆直径也大。
(2)L/ ds —螺杆长径比。L是螺杆螺纹部分的有效长度。螺 杆长径比愈大,说明螺纹长度愈长,直接影响到物料在螺槽中输送的热历程,影响吸收能量的能力。此能量有分两部分:一部分是料筒外面加热圈传给的,另一部分 是螺杆转动时产生磨擦热和剪切热,由外部机械能转化的。因此,L/ ds直接影响到物料的熔化效果和熔体质量。但是如果L/ ds太长,则传递扭矩加大,能量消耗增加。
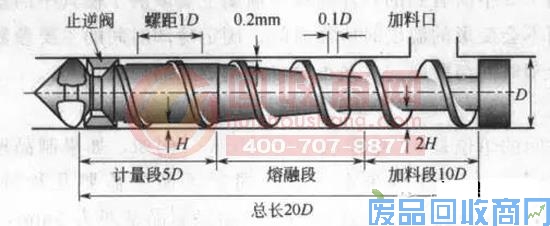
(3)L1 —加料段长度。加料段又称输送段或进料段。为提高输送能力螺槽表面一定要光洁。L3的长度应保物料有足够的输送长度一般L3=(9~10)ds。
(4)h1 —加料段的螺槽深度。h1深,则容纳物料多,提高了供料量,但会影响物料塑化效果以及螺杆根部的剪切强度。一般h1≈0.12~0.16 ds。
(5)L3 —计量段(均化段)螺纹长度。熔体在L3段的螺槽中得到进一步的均化:温度均匀,粘度均匀,组分均匀,分子量分布均匀,形成较好的熔体质量。L3长度有助于稳定熔体在螺槽中的波动,有稳定压力的作用,使物料以均匀的料量从螺杆头部挤出,所以又称计量段。
(6)h3 —熔融段螺纹深度。h3 小,螺槽浅,提高了塑料熔体的塑化效果,有利于熔体的均化。但h3过小会导致剪切速率过高,以及剪切热过大,引起大分子链的降解,影响熔体质量。反之,如 果h3过大,由于在预塑时,螺杆背压产生的回流作用增强,会降低塑化能力。所以合适的h3应由压缩比&ePSilon;来决定,对于结晶型塑料,如PP、PE、Pa以及复 合塑料,ε=3~3.5;对粘度较高的塑料,如VPVC,aBS,HIPS,aS,POM,PC,PMMa,PPS等,ε=1.4~2.5。
(7)L2 —塑化段(压缩段)螺纹长度。物 料在此锥体空间中不断地受到压缩,剪切和混炼作用,物料从L2段入点开始,熔池不断地加大,到出点处熔池已占满全螺槽,物料完成从玻璃态,经过粘弹态向粘 流态的转变,从固体床向熔体床的转变。L2长度会影响物料从固态到粘流态的转化历程,太短会来不及转化,固料堵能塞在L2段的末端,形成很高的压力,扭矩 或轴向力,太长也会增加螺杆的扭矩和不必要的能耗,一般L2=(6~8)ds。对于结晶型的塑料,物料熔点明显,熔融范围窄,所以L2可短些。
(8)S —螺距 。其大小影响螺旋角β,从而影响螺槽的输送效率,一般S≈ds。
(9)e —螺棱宽度。其宽窄影响螺槽的容料量,熔体的漏流以及螺棱耐磨损程度,一般(0.05~0.07)ds。
(10)螺棱后角α。螺棱推力面圆角R1和背面圆角R2的大小影响螺槽的有效容积,物料的滞留情况以及螺棱根部的强度等,一般α=25~30°。
![]()
![]()
![]()
![]()
![]()