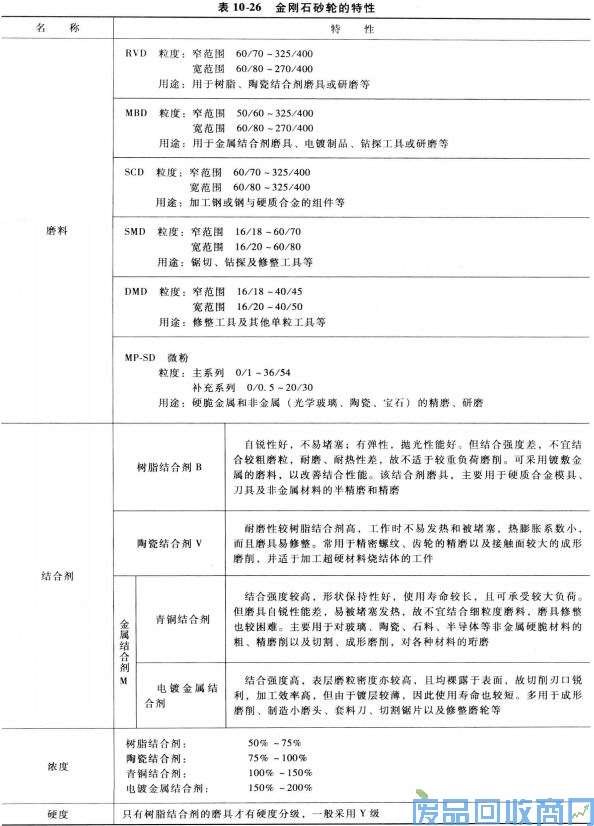
1)金刚石砂轮的特性(见表10-26)。
(2)磨削工艺 加工硬质合金凸、凹模时,为了减少金刚石砂轮的消耗,通常先用电加工方法对型面进行预加工,金刚石砂轮只作精磨和半精磨用,最后再用金刚石粉进行研磨。
1)磨削硬质合金时的磨削余量见表10-29。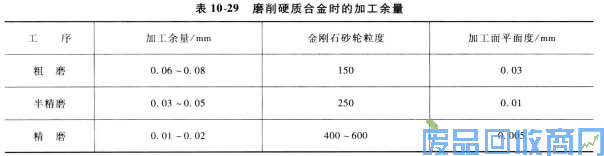
钢结硬质合金,淬火状态的磨削余量一般为0.06~0.1mm。
2)常用砂轮粒度。砂轮粒度与表面粗糙度和磨削能力有关,要求表面粗糙度值低的选用细粒度砂轮,常用砂轮粒度见表10-30。 
3)磨削速度:人造金刚石砂轮磨削,一般都采用较低的速度。砂轮速度高,虽可获得较低的表面粗糙度,但磨削温度也随之升高,砂轮磨损加剧。如果速度太低,则单颗磨粒的切削厚度过大,影响加工表面粗糙度,砂轮的磨损也会增加。国产金刚石砂轮推荐的磨削速度见表10-31。
4)磨削深度:磨削深度增大时,磨削力和磨削热均增大。一般可按表10-32选择。
5)进给速度:—进给速度增大,砂轮磨耗增大,表面粗糙度增高,特别是树脂结合剂砂轮更严重。一般选用范围见表10-33。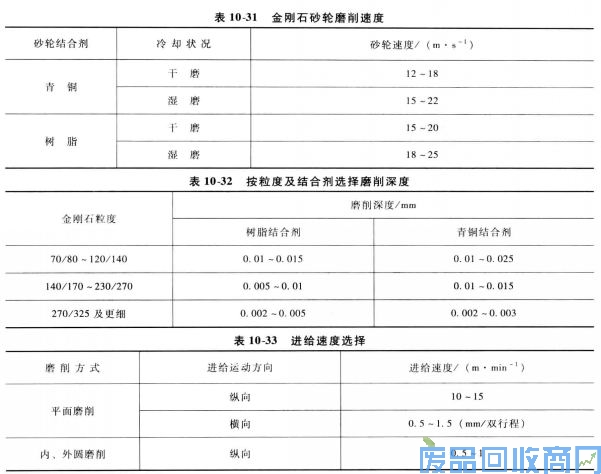
6)磨削液选择:金刚石砂轮常用的磨削液有煤油、轻柴油或低号机械油和煤油的混合油、苏打水、各种水溶性磨削液(如硼砂、三乙醇胺、亚硝酸钠、聚乙二醇的混合水溶液)及弱碱性乳化液等。磨削硬质合金,普遍采用煤油,如磨削时烟雾较大,可用混合水溶液,但不宜用乳化液。树脂结合剂砂轮不宜用苏打水。
7)金刚石砂轮磨削实例。工件材料为硬质合金YC20,在磨削前,先由电火花线切割加工成精坯。磨削工艺见表10-34。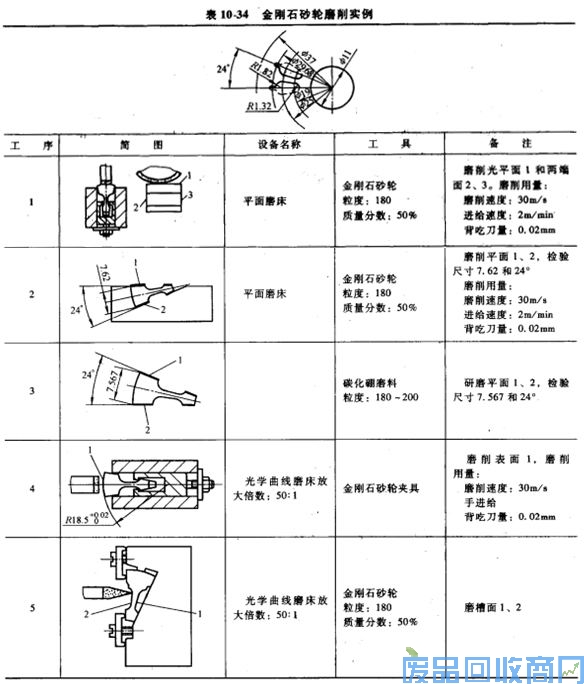
磨削硬质合金工作零件时,采用湿磨削可获得更小的粗糙度值,金刚石砂轮使用寿命延长。但使用的冷却液必须不含硫,pH值为7~9,:否则冷却液将腐蚀硬质合金的钴粘结剂,钴的减少导致硬质合金呈粗糙状组织;会加速硬质合金工作零件刀口磨损。
3.硬质合金—钢组合零件的磨削
当硬质合金同钢件以热套、焊接、粘结或过盈配合等工艺方法组合而成的凸、凹模,磨削加工时,被砂轮磨削的地方是硬质合金和钢的组合件,即同时被磨到的地方既有硬质合金又有钢。因硬质合金太硬,钢件较软,不同材料的弹性模量不同,磨削性能有差异,当砂轮切削能力较差时,会引起磨削表面平面度差。
例如,用普通碳化硅砂轮磨削硬质合金—钢组合件时,两种材料之间的平面度相差0.02~0.03mm,而采用金刚石砂轮时,再分粗磨、半精磨和精磨,则无此现象。有人认为,金刚石砂轮磨削软钢时,同软钢的接触会导致砂轮表面因磨屑堵塞而迅速增载和磨削能力的迅速丧失。这主要是对金刚石砂轮认识不足及选择砂轮粒度、浓度不当有关,还有与没有正确使用冷却液和及时清整砂轮表面污物等有关。
砂轮的线速度与砂轮的磨削能力有很大关系。如加工;曰个凹模镶件,其中钢占69%,硬质合金占31%,机床工作台往返速度2m/min,背吃刀量0.025mm,采用浓度100%的平形金刚石砂轮,砂轮线速度与磨削体积比之间的关系如图10-25所示。从图中可以看出,为了磨削时不产生灼伤,砂轮线速度不应大于18、8m/s。值得注意的是,在不同粒度的砂轮之间,以及在磨削不同比例的硬质合金—钢组合件时,砂轮线速度和磨削能力是不同的,粒度越小,磨削能力越大。如图10-26所示,一种凹模组合件,硬质合金占69%,钢占31%,另一种硬质合金与钢各占50%,磨削时选用相同的机床参数。当组合件中钢的比例增加时,砂轮线速度对磨削体积比C的影响减少。采用不同浓度的砂轮时,砂轮线速度对体积比的影响不大,只是浓度越低,磨削能力越差,粗磨时选用高浓度,精磨时选用低浓度,砂轮线速度控制在10~20m/s之间,其中10~15m/s为最佳范围。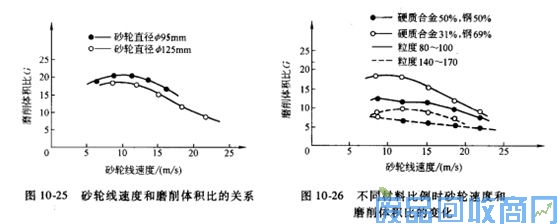
砂轮的横向进给、垂直进给和工作台的往返速度都对磨削效果有一定影响。当砂轮在正常工作情况下,如果横向进给加大一倍,砂轮切削能力就降低50%,而工作台往返速度增加一倍时,砂轮的切削能力也相应降低。实践证明,提高磨削效率的最有效方法是加大垂直进给。
粗磨时选用青铜结合剂金刚石砂轮,半精磨、精磨时选用树脂结合剂砂轮。青铜结合剂砂轮垂直进给大,而树脂结合剂砂轮垂直进给要小一些,垂直进给一般为0.005~0.03mm。
4.立方氮化硼(CBN)砂轮
立方氮化硼砂轮的硬度仅次于金刚石,而耐磨性和化学稳定性却比金刚石高得多,不但适用于磨削硬质合金,而且也适用于磨削各种钢材,故在磨削难加工材料方面,比金刚石砂轮有更高的效率,在磨削硬质合金与钢组合件时,加工效果更好。
![]()
![]()
![]()
![]()
![]()