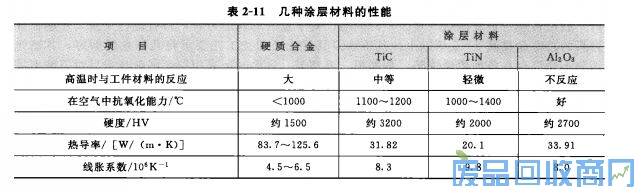
涂层硬质合金刀具早在20世纪60年代已出现。采用化学气相沉积(CVD)工艺,在硬质合金表面涂覆一层或多层(5~13μm)难熔金属碳化物。涂层合金有较好的综合性能,基体强度韧性较好,表面耐磨、耐高温。但涂层硬质合金刃口锋利程度与抗崩刃性不及普通硬质合金。目前硬质合金涂层刀片广泛用于普通钢材的精加工、半精加工及粗加工。涂层材料主要有TiC、TiN、TiCN、AL₂O₃及其复合材料。它们的性能如表2-11所示。
硬质合金刀片CVD涂层工艺,目前较普遍的涂层结构是:TiN-AL₂O₃-TiCN-基体。
TiC涂层具有很高的硬度与耐磨性,抗氧化性也好,切削时能产生氧化钛薄膜,降低摩擦因数,减少刀具磨损。一般切削速度可提高40%左右。TiC与钢的黏结温度高,表面晶粒较细,切削时很少产生积屑瘤,适合于精车。TiC涂层的缺点是线胀系数与基体差别较大,与基体间形成脆弱的脱碳层,降低了刀具的抗弯强度。因此,在重切削、加工硬材料或
带夹杂物的工件时,涂层易崩裂。
TiN涂层在高温时能形成氧化膜,与铁基材料的摩擦因数较小,抗黏结性能好,能有效地降低切削温度。TiN涂层刀片抗月牙洼及后刀面磨损能力比TiC涂层刀片强。适合切削钢与易粘刀的材料,加工表面粗糙度较小,刀具寿命较高。此外TiN涂层抗热振性能也较好。缺点是与基体结合强度不及TiC涂层,而且涂层厚时易剥落。
TiC-TiN复合涂层:第一层涂TiC,与基体黏结牢固不易脱落。第二层涂TiN,减少表面层与工件的摩擦。
TiC-Al₂O₃复合涂层:第一层涂TiC,与基体黏结牢固不易脱落。第二层涂Al₂O₃,使表面层具有良好的化学稳定性与抗氧化性能。这种复合涂层像陶瓷刀那样高速切削,寿命比TiC、TiN涂层刀片高,同时又能避免陶瓷刀的脆性、易崩刃的缺点。
目前单涂层刀片已很少应用,大多采用TiC-TiN复合涂层或TiC-Al₂O₃-TiN三复合涂层。
涂层硬质合金是一种复合材料,基体是强度、韧性较好的合金,而表层是高硬度、高耐磨、耐高温、低摩擦因数的材料。这种新型材料有效地提高了合金的综合性能,因此发展很快。广泛适用于较高精度的可转位刀片、车刀、铣刀、钻头、铰刀等。