一、惠丰变频器基本调速方式简介
F1000—G系列变频器共有11种调速运行方式,分别为点动运行、键盘调速运行、端子调速运行、“三段速”调速运行、“七段速”调速运行、“自动循环”运行、模拟量调速运行、键盘与端子组合调速运行、“三、七段速”与端子组合调速运行、“三、七段速”与键盘组合调速运行、模拟量与“三段速”组合调速运行、模拟量与“七段速”组合调速运行、编码调速运行等。模拟量调速可用电压DC0~5V, DCO~10V 或电流 DC4~20mA 进行无极调速。此系统使用0~10V 模拟电压作为给定量,进行开环调速;多段速采用外部输入端子CM、OP6、OP2、OP3、OP4,进行三段速调速。OP2、 OP3、OP4是低、中、高三段速速度选择端子。CM是输入公共端,OP6是启动正转信号。
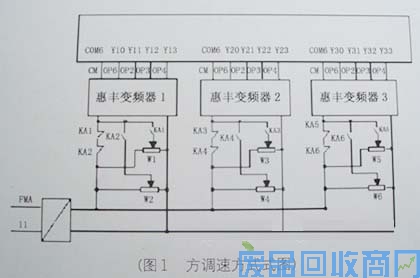
如(图10004)中当Y10、Y11有输出时,变频器为低速运行;当Y10、Y12有输出时,为中速运行;当Y10、Y13有输出时,为高速运行。变频器2、3原理与此相同。三段速分别设置为15Hz、30Hz、45Hz。在模拟量调速时,通过调整W1、W2的分压比设置KA1闭合时变频器高速运行,KA2闭合时为低速运行,当KA1、KA2都断开时,变频器为最高速。变频器2、3原理此相同。通过编程,PLC根据操作台发出的信号,选择控制方式:模拟量调速或多段速调速。惠丰变频器的多段速调速比模拟量调速有较高优先级。
二、系统构成
2.1 工艺流程图(见图2)

根据工艺要求,灌装机前面的输送带分成若干段。A、B、C、D、E为输送带,M13、M14、M15分别为A、B、C带的托动电机。D带与灌装机机械联动,E带由另一电机托动。另外,各带上均有光电传感器测瓶流速度。PLC根据平流调整各端传送带的速度。
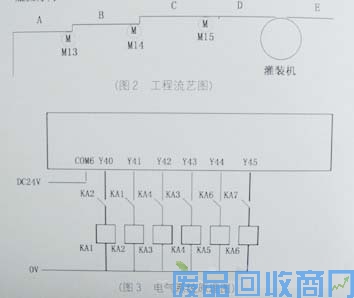
2.2 电气系统原理图(见图3)
变频器1、2、3分别控制电机M13、M14、M15,主回路接线图略。PLC为FX2—64MR。FMA、11是来自灌装机变频器0~10V的输出信号。两图中的PLC为同一PLC,图2中的COM6接DC24V电压,控制辅助继电器。
2.3 惠丰变频器的参数设置:F204=3, F205=2, F206=2, F302=15, F308=30, F314=45。
三、控制思路
变频器1、2、3的调速方式为两种:
3.1 来自灌装机主机变频器的模拟信号DC0~10V,经过隔离器转换为线性DC0~10V,再经过电位器分压作为变频器1、2、3的给定信号,以控制电机M13、M14、M15,这样可以做到输送带与灌装机的速度很好匹配。
3.2 采用多段速控制端子CM、OP6、OP2、OP3、OP4,通过PLC编程,由PLC发出控制信号以控制速度。PLC根据灌装机发出的信号来判断使用那种速度控制方式,由根据瓶流速度来选择高低速。在模拟信号控制时,是通过辅助继电器KA1和KA2、KA3和KA4、KA5和KA6的组合,经 W1、W2、W3、W4、W5、W6分压控制变频器输出速度。在多段速时通过PLC的输出Y10、Y11、Y12、Y13、Y20、Y21、Y22、 Y23、Y30、Y31、Y32、Y33分别调节各个变频器的输出频率已达到多段输送带的速度匹配及与灌装机的速度匹配。在模拟控制方式调整中,电位器分压比的控制是个关键,通过生产调试中的摸索,终于找到了比较好的速度匹配。分压比一旦调好,不得随意改动。
四、应用效果
在两种速度控制方式下,分别调整各变频器的多段速度频率及电位器的分压比,做到了输送带速度与灌装机速度得很好匹配,运行稳定可靠。实践证明惠丰 F1000—G变频器完全满足啤酒灌装生产线输瓶带的调速要求。提高了生产效率。此种变频器控制方式也可用于其他需要速度配合的电机变频调速。 |