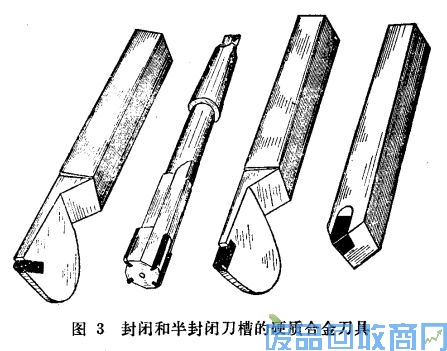
 刀槽形状增加了焊接面,使硬质合金刀片的焊接应力大大增加,并使应力复杂化,从而容易使硬质合金刀片发生裂纹,降低刀具的使用寿命。图4是较为合理的开口槽槽形设计,这样使硬质合金刀片在钎焊时仅受到两个钎焊面的应力,因而在钎焊时发生裂纹的可能性比封闭或半封闭槽的刀具要小,使用寿命也较长。图5是自由焊刀具的槽形设计,它使硬质合金刀片与钢刀体的焊接面减至一个。而在侧面焊缝处仅留下刀片厚度的0.3~0.4,起到刀片的定位作用(因硬质合金刀片上有一倒棱,所以侧面焊缝要略高于倒棱处才能起到使刀片定位的作用)。自由焊槽形的设计,能使钎焊应力降低到最低限度,从而
刀槽形状增加了焊接面,使硬质合金刀片的焊接应力大大增加,并使应力复杂化,从而容易使硬质合金刀片发生裂纹,降低刀具的使用寿命。图4是较为合理的开口槽槽形设计,这样使硬质合金刀片在钎焊时仅受到两个钎焊面的应力,因而在钎焊时发生裂纹的可能性比封闭或半封闭槽的刀具要小,使用寿命也较长。图5是自由焊刀具的槽形设计,它使硬质合金刀片与钢刀体的焊接面减至一个。而在侧面焊缝处仅留下刀片厚度的0.3~0.4,起到刀片的定位作用(因硬质合金刀片上有一倒棱,所以侧面焊缝要略高于倒棱处才能起到使刀片定位的作用)。自由焊槽形的设计,能使钎焊应力降低到最低限度,从而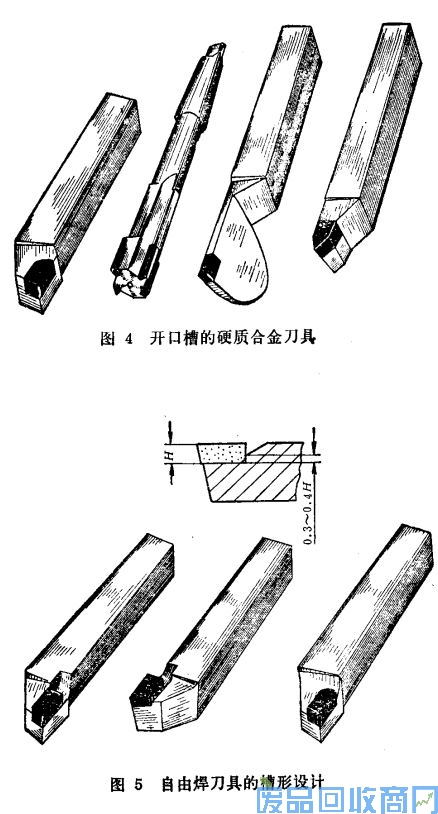 大大减少和防止钎焊裂纹的发生,并提高刀具使用寿命10~30%左右。这种自由焊的槽形结构,已在。些厂矿中推广使用,效果较好。但它在加工刀槽时要多一道工序(多铣一个面以去除侧面焊缝)。图6是自由焊刀具的另一种槽形设计,它既能起到减少应力和裂纹发生,又能不增加刀槽的加工工序。这一方法是在钎焊时,在侧面焊缝与硬质合金刀片的接触处加放一φ1、5~2毫米的铁丝(注意铁丝半径必须大于刀片倒棱处的高度,否则在钎焊时铁丝会全部或部分地陷入刀片的倒棱的
大大减少和防止钎焊裂纹的发生,并提高刀具使用寿命10~30%左右。这种自由焊的槽形结构,已在。些厂矿中推广使用,效果较好。但它在加工刀槽时要多一道工序(多铣一个面以去除侧面焊缝)。图6是自由焊刀具的另一种槽形设计,它既能起到减少应力和裂纹发生,又能不增加刀槽的加工工序。这一方法是在钎焊时,在侧面焊缝与硬质合金刀片的接触处加放一φ1、5~2毫米的铁丝(注意铁丝半径必须大于刀片倒棱处的高度,否则在钎焊时铁丝会全部或部分地陷入刀片的倒棱的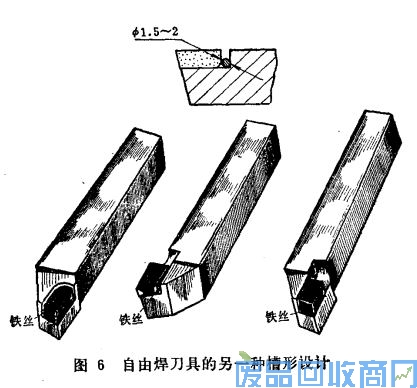 空隙中,使刀片与侧面焊缝失去被钎焊住的作用),钎焊后因铁丝不熔化而夹在刀片和侧面焊缝之间,使刀片不与侧面焊缝接触,形成自由焊形式(见图6)。采用这一形式的自由焊结构,操作方便、容易掌握,便于在厂矿中推广使用。
空隙中,使刀片与侧面焊缝失去被钎焊住的作用),钎焊后因铁丝不熔化而夹在刀片和侧面焊缝之间,使刀片不与侧面焊缝接触,形成自由焊形式(见图6)。采用这一形式的自由焊结构,操作方便、容易掌握,便于在厂矿中推广使用。 ![]()
![]()
![]()
![]()
![]()