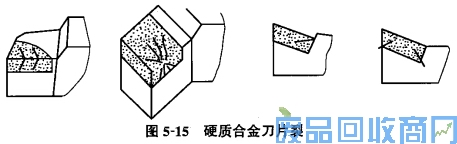
硬质合金的脆性大,如果操作和使用不当,很容易形成裂纹,如图5-15所示,导致碎裂而报废。产生裂纹的主要原因是热应力、刀具承受的冲击载荷或刃磨不当等,下面介绍几种防止刀具产生裂纹的方法。
1、正确刃磨刀具 刃磨操作不合理而产生的多是细而不规则的裂纹,正确、合理的刃磨操作方法简介如下。
(1)手动磨刀时,对旋转中的砂轮压力要适当,不宜过大,不要按在一处长时间地磨,应该不时间断,使刀具有较多的散热时间。如果刀具上的温度太高,造成冷热不均,刀片容易产生裂纹。磨刀时,用力不要过猛,否则,会因摩擦力增大,温度急剧上升,局部出现高温,形成附加热应力引起热变形,产生过热裂纹。
(2)新焊接的硬质合金铣刀或铣刀磨损严重时,应先在粗砂轮上粗磨,然后再在细砂轮上精磨。砂轮材料应为中等硬度的绿色碳化硅砂轮,粗磨时,磨料粒度为40#~60#;精磨时,磨料粒度为80#~100#;磨铣刀杆时磨料粒度为36#~46#。
(3)手动磨刀时,不应使用冷却液,切忌在刃磨过程中,为了降低温度,而将干磨发热的刀具,浸入凉水中。否则,因温度突变,收缩应力过大,刀片会产生裂纹。
(4)机动(如在工具磨床上)刃磨刀具,磨床主轴的轴向窜动和径向跳动不宜过大,否则,磨刀时会出现砂轮振动或不稳定,使刀片产生振裂或出现细微的碎裂状崩刀。
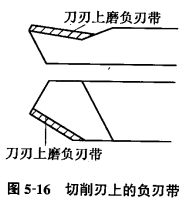
(5)刃磨硬质合金刀具,为了防止出现裂纹,推荐粗磨时采用负刃刃磨法。刀具在刃磨前,先在主刃面或负刃面上磨出一条负刃带,如图5—16所示。它可以提高刀片强度,增强磨刀中的抗振性,减少大量磨削热导向刀片。因为在磨刀时,由于温度迅速升高,而刀片受热面积小,刀片、刀杆的温度差大使热应力集中,刀片产生裂纹。当采用负刃刃磨法,在刀刃上增加了负刃带,这就使刀片增加了承受冲击载荷的能力,也加大了受热面积,可有效地防止产生裂纹。对负刃带的形状和尺寸没有严格规定,根据刃磨的余量和刀具的尺寸而定,直到精磨时符合尺寸要求后,再把负刃带磨掉。
2、正确焊接刀具
(1)焊接时,如果操作工艺不当,会产生很大的内应力,并出现粗而深的裂纹。刀具焊接的冷却速度对焊接质量有很大关系,急骤冷却会使刀片产生爆裂。焊好的刀具应立即进行低温(220℃~250℃)回火,然后放在干燥的保温介质(如木炭粉、石炭、石棉粉等)中保温6~8h,以清除大部分焊接应力,防止刀片产生裂纹,提高刀具的使用寿命。
(2)焊接中的加热速度同样对焊接质量影响较大。若快速加热,会产生很大的内应力,使刀片焊接层因局部热应力过大而出现崩裂,所以,焊接中加热必须缓慢。
(3)刀片与刀槽的接触面要平稳,如有凸凹坑或黑皮而使两者不能很好地贴合,造成焊料分布不匀,引起应力集中,会导致刀片产生裂纹。另外,刀槽形状要和刀片一致,尺寸相差不宜太大,刀片外伸量不要太多,否则由于刀具焊接过程中承受拉应力,受热膨胀后的收缩率也不一样,在刀片焊接层处出现崩裂。
(4)焊接中,当焊料熔化时,要用一个尖棒将刀片压紧一下,由于刀片跟焊料和刀杆之间金属分子的扩散而黏结,这种黏结的强度高于焊层材料的强度,所以,焊层要尽可能地减少且均匀,如焊料太厚,焊接就不结实,同时应该注意,所使用尖棒顶端不宜太大,否则会在压刀片时,使刀片遇急冷而产生裂纹。
3、正确使用刀具使用硬质合金刀具切削工件,由于操作不当造成刀片产生裂纹的主要原因是铣刀和工件接触过程中,突然反转或突然停车,这时,刀片猛地受到振动和阻力,出现裂纹甚至碎裂。高速铣削中一般不使用切削液,如果在铣削中途突然使用切削液,会使温度很高的刀片骤冷而产生裂纹。