(1)一般车削时。为了防止崩刀和打刀,刀具的后角要合理,不宜太大;主偏角和副偏角在可能的情况下尽量减小;应刃磨过渡刃或刀尖圆弧及负倒棱;在有条件的情况下,应选抗弯强度高的硬质合金;刀具达到磨损限度时(即刀具钝化后)应立即换刀和刃磨刀具;合理选择切削用量。
(2)断续切削粗车时。刀具的前角应适当减小,并磨鐾出较宽的负倒棱[br=(1、5~2)ƒ],以增大刀刃强度;后角减小到4°~6°;刃倾角应采用负值,以使切人切出平稳,并保护刀尖,一般λs=-3°~-8°,有时为λs=-15°~-40°;主偏角应尽可能小一些,当主偏角较大时,应磨出较大的过渡刃或刀尖圆弧半径;切削速度适当降低和进给量适当减小,以减小冲击力。
(3)切断时。对硬质合金切断刀应采用下列措施来防止崩刃和打刀:
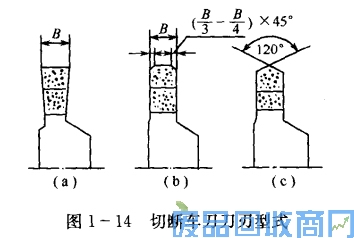
①切断刀的刀刃型式。如图1-14(a)所示的平头切断刀,两尖角处的刀尖强度低、散热差、易磨损,同时切屑宽,容易堵塞在槽中,造成崩刃和打刀。如改用如图1-14(b)或图(c)所示的平头倒角和尖头切断刀,效果就好得多。但刃磨时的刃形和后角要对称相等,并在前刀面磨出卷屑槽和刃倾角,以控制切屑形状和排屑方向。
②切断刀的刃磨与安装。切断刀的工作部分窄而长,强度低、刚性差。所以在刃磨时,它的副偏角、副后角应在1°30’以内,而且要对称,主后角应在4°~6°,太大了以后,易造成切削时振动和崩刃或打刀。在切断实心工件时,切断刀的安装,刀尖要和工件旋转中心等高,若刀尖低于或高于工件旋转中心,就会造成刀尖崩坏。安装切断刀时,必须使左右两副偏角相等,以防切出的工件端面不平而造成打刀。
③夹好中心架。当工件一端由卡盘夹持,另一端架在中心架上切断时,必须调整好中心架的三爪,使工件的中心与车床主轴同心。否则也易造成打刀和崩刃。