摘要:本文以实际凹版印刷机调试为实例,介绍台达VE系列变频器在凹版印刷机上的应用。
关键词:变频器凹版印刷机 恒张力
概述
凹版印刷是印刷工艺中的一种,它与平版印刷、凸版印刷、丝网印刷一起被称为四大印刷方式。凹版印刷是一种直接的印刷方式,印刷版上的凹槽就是印刷文字和图案,印刷时先在凹槽中盛满油墨,将印刷版上多余的油墨(非印刷面上的油墨)用刮墨刀刮净,然后通过压印胶辊给印刷版加以适当的压力,把油墨从印刷版凹面内挤压到被印刷物上,而达到印刷的目的。
凹版印刷的承印物选择多样、印刷质量稳定性好,印刷品在层次表现上、图像质量上都属上乘,在欧美是将以大批量生产为目标的出版印刷作为主体而发展的,在日本则是以包装凹印为中心而普及的。
根据使用的凹版种类和印刷方式,凹版印刷又可划分为:手工雕刻凹版印刷、化学腐蚀凹版印刷、电子雕刻凹版印刷和间接凹版印刷四大类。凹版印刷机则可分为机组式和卫星式;单张纸凹印机和卷筒纸凹印机;单色凹印机和多色凹印机等。
凹版印刷机的结构和系统
凹版印刷机的基本结构为:给纸装置,印刷装置,输墨装置,以及收纸装置。结构示意图如下图1。
图1 印刷机结构示意图
印刷机的控制系统非常复杂,一般来说可分为几部分:张力控制系统,套色控制系统以及烘干系统。今天我们主要分析一下其中的张力控制系统。
张力控制系统的目的就是为了保证印刷材料的张力恒定,或者符合客户要求。一般来说,目前市场上最常见的7电机4张力控制系统,示意图如下图2。
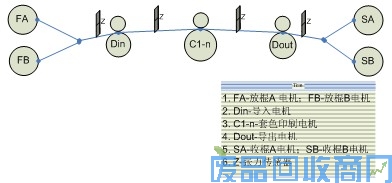
图2 七电机张力控制系统示意图
张力控制系统中,常用的方式有以下三种:
力矩电机张力控制系统
磁粉制动器(磁粉离合器)张力控制系统
变频器张力控制系统
力矩电机控制系统的优点是结构简单,张力稳定,缺点是可调范围窄,线性度不好,适用于张力精度要求不高的场合,例如线缆等。磁粉制动器控制系统的优点是张力稳定性好,缺点是线性度不好,可控制的卷径范围不大,长期工作存在发热问题,需要配置外部散热系统。变频器控制系统的优点是张力控制稳定且系统反应快,结构简单,速度可调范围广,通过特殊算法的支持,能够很好的支持卷径变化大的场合;通过共直流母线的方式,在持续放卷场合能够起到一定的节能作用。随着半导体芯片技术的发展,变频器驱动技术性能得到很大的提升,但价格呈现下降的趋势,表现出良好的性价比,得到了广大用户的认可。
台达变频器在凹版印刷机上的实际应用案例
1.基本介绍
本案例中调试的凹版印刷机为机组式印刷机,主要用于80~400g/m2纸箱预印,烟包、纸盒等纸类印刷,印刷色组为两色。最高线速度为100m/min,收卷最大卷径为1500m。
由于本设备放卷张力采用张力控制器+磁粉制动+张力传感器的方式,而收卷张力采用变频器来控制,所以设备的难点在于收卷张力的控制,张力大小要合适:张力太小,收卷时会松弛;张力太大,收卷时材料易起皱。另外,由于收卷时纸张的直径不断变大,如果收卷轴的转速保持恒定,则纸张的收卷线速度会越来越大,这样容易出现拉断纸张的问题。
2.台达变频器应用介绍
在该印刷机上,使用台达所推出的能够进行恒张力控制的VE系列变频器,通过变频器对电机的控制就能够自动实现印刷机张力恒定的目的。整个应用具有调节方便、性价比高的特点。图3为印刷机张力控制示意图。
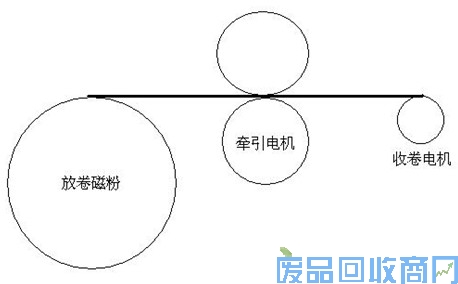
图3 印刷机张力控制示意图
恒张力控制的计算公式为:T = ( F * D ) / ( 2 * G )
其中T为电机输出转矩,F为线材上张力大小,D为收/放卷辊实际大小。恒张力控制的目的就是要控制F的大小恒定,但是变频器只能控制电机的输出转矩T。如果知道了D,我们就可以通过控制T来达到控制F的目的。
使用台达VE系列变频器就直接提供通过控制转矩来实现恒张力控制的功能:参数8-21=4。
由于收/放卷辊的实际大小D是随着运行时间的变化而变化的,所以D值的准确性是此方法成功的关键。目前通常有两种方法可以参考:1厚度法;2线速度计算法。
厚度法的原理是建立在对材料厚度的了解情况下,电机每运转一圈,收卷辊直径会增加两个材料厚度,放卷辊直径会减小两个材料厚度。此方法主要使用在收放卷材料厚度均匀的情况下,优点是计算出来的厚度值准确,缺点是需要使用者在变频器相关参数中输入材料厚度信息。
线速度计算法的公式为:D = ( G * V ) / (π* n )
其中D为当前卷径,G为机械传动比,V为当前线速度,n为电机转速。当前线速度可通过模拟量或者脉冲的形式采集。线速度计算法可以使用在材料厚度不均匀的场合,不需要对材料厚度值的设置,降低了对操作工的要求;缺点是计算出来的当前卷径值会受线速度采集准确度的影响,如果线速度波动很大,则当前卷径值也会出现很大波动。
有的卷曲控制,需要材料张力随着卷径增大而相应降低,以防止损伤卷轴和提高产品卷曲质量,此设备就有张力锥度的需要。
张力锥度的公式多种多样,这里介绍其中一种:F=F0 * [1-K(1-D0/D)]
其中F实际输出张力,F0设定张力,K张力锥度系数,D0最小卷径,D当前卷径。
由于此台设备为通用设备,不同的纸质要求的张力锥度也不尽相同,所以要求使用模拟量来设定张力锥度。张力锥度示意图见图4。
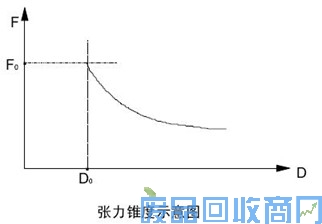
图4 张力锥度示意图
3.参数设置
主牵引电机为异步电机(15kW、380V、29.6A、1430r/m、50Hz),牵引辊直径为320mm,由一台15kW的B系列变频器控制。此设备最高线速度为100m/min,收卷电机是一台普通异步电机(380V、58.5A、4极、50Hz/30kW),使用一台300V43A-2变频器(配置EMV-PG01O)来控制,电机带一台512ppr编码器,减速比为6.77:1。收卷最大卷径1500mm。
依据对客户提出的要求分析,决定采用厚度积分法来计算卷径,收卷变频器采用转矩模式控制,模拟量给定张力以及张力锥度可调。
收卷变频器参数设置见表1。
表1 收卷变频器参数设置表
Pr.No | Description | Data |
00-10 | Control Method | 4 |
00-21 | Source of Oper. | 1 |
01-00 | Max Output Freq. | 100.00 |
01-01 | Motor1 Fbase | 50.00 |
01-02 | Max Out-Volt 1 | 380.0 |
01-12 | 1st Accel Time | 0.01 |
01-13 | 1st Decel Time | 0.01 |
02-01 | Multi-Fun Input1 | 44 |
03-00 | AVI Selection | 15 |
03-01 | ACI Selection | 17 |
03-12 | ACI/AVI2 SEL | 1 |
05-01 | Motor1 Rated A | 58.50 |
05-02 | Motro1 Rated P | 30.00 |
05-03 | Motor1 Rated | 1450 |
05-05 | Motor1 No-Load | 19.77 |
05-06 | Motor1 Rs | 0.246 |
05-07 | Motor1 Rr | 0.111 |
05-08 | Motor1 Lm | 65.2 |
05-09 | Motor1 Lx | 3.9 |
06-00 | Low Voltage | 340.0 |
06-03 | OCA Level | 250 |
06-04 | OCN Level | 250 |
07-00 | SW Braking Level | 900.0 |
08-21 | Tension Control | 4 |
08-23 | Mech. Gear A | 6.77 |
08-42 | Reel Diameter Se | 2 |
08-43 | Max Reel Diam. | 1500.0 |
08-44 | Emp Reel Diam. | 90.0 |
08-46 | Init Reel Diam.0 | 90.0 |
08-51 | Thickness | 0.23 |
08-76 | Sel Tension Set | 1 |
08-77 | Maximum Tension | 1000 |
08-81 | Sel Ten Taper | 1 |
10-00 | Encoder pulses | 512 |
10-01 | PG input setting | 1 |
结论
本台设备采用台达变频器控制收卷部分,较客户之前使用的方案(张力离合器)能够实现更大的卷径变化(最大卷径从1000mm能够做到1500mm),更快的线速度(最大线速度从60m能够做到100m),且张力稳定,调试方便,设备的价值也有了很大的提升。此方案得到了客户的认可,客户目前也在要求厂家将放卷部分改为台达变频器控制方式。
作者简介:王浩,男,1978年11月出生,2000年毕业于武汉科技大学自动化专业,工程师职称,目前任职于中达电通股份有限公司AMD产品处,负责变频器的售前售后技术工作,主要负责变频器产品在机床/线缆/印刷等方面的应用
本文来自:中国传动网
![]()
![]()
![]()
![]()
![]()