一、硬质合金钻模结构
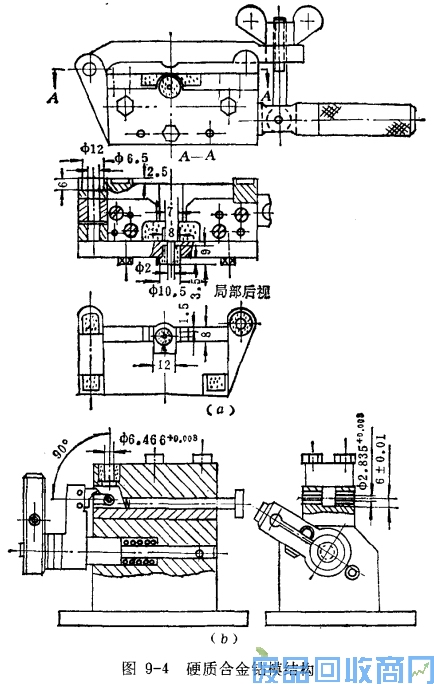
硬质合金钻模结构如图9-4所示。
二、硬质合金钻横的制造
硬质合金钻模的套管与镶硬质合金的定位基面本体采用45号钢、50号钢或40Cr钢制造,不需淬火。定位基面未镶硬质合金的可采用T8A、T10A钢制造,并需淬火。套管和定位块用YG6或YG8合金制造。
钻模采用硬质合金套管,则钻模体上孔的精度要求不高,加工方便,一般利用氧化铜粘结剂固定。套管与基孔的单面配合间隙为0.2~0.25毫米。粘结时用量规调整尺寸精度,但要防止量规和样柱粘结在一起,可在量规和样柱表面涂上一层锭子油。在粘结荆未凝固前,将量规和样柱取出。为了不使粘结剂流出过多,可在粘结孔上开几遣环形槽。当各部尺寸加工完毕后,即可进行装配。装配好后,用量规和样柱插入孔中进行检查。
若钻模除硬质合金套管外,所有定位面都镶有硬质合金定位块时,模体可不必淬火,镶块可采用氧一乙炔焰焊接。套管则用环氧树脂胶合,胶合面,单面留间隙0.1~0.15毫米,以保证胶合层厚度。