1、焊件图样
硬质合金钻头是矿山、采煤、凿岩等作业的专用工具,其质量的好坏,取决于硬质合金钻头的钎焊工艺。
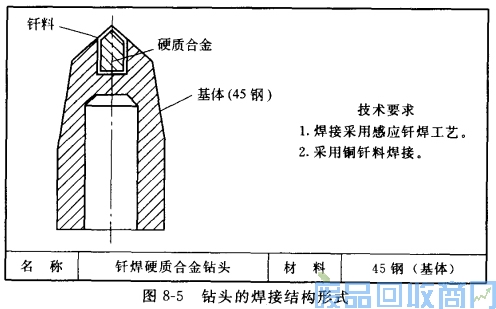
钻头的焊接结构形式如图8-5所示。
2、焊前准备
(1)加热装置采用交流中频电源,它由交流电源、感应器和电容等组成。电源是可控硅中频发生器。
(2)加热转盘转速为0.5m/s。
(3)钎料。采用H62黄铜或105锰黄铜;钎剂为脱水硼砂。
(4)硬质合金钻头及基体,焊前应进行清洗,去除氧化膜。
(5)装配间隙。钻头与基体的装配间隙应控制在0.15~0.30mm范围内。
3、焊接过程
(1)将硬质合金钻头装配人基体槽内,上面放1mm厚的黄铜钎料片,并在上面覆盖一层薄薄的脱水硼砂。
(2)启动中频加热装置,转盘开始运转并加热钎件,使钎件加温至约950℃。
(3)钎焊完成后,钻头尾部在淬火线圈中喷水进行淬火。同时,利用钻头上部的余热,自行回火处理。
(4)钻头淬火后,由自动送料机构送入成品箱中;这种装置的生产效率为750支/min。
4、钎焊质量
感应钎焊,由于加热过程较快,钎焊操作时,采用手工加钎料是来不及的。通常,钎料及钎剂在预装时,便预先安置好。钎料可以采用片状、丝状粉末等,但不能使钎料闭环,以防止由于钎料自身形成感应电流而过早熔化。
为了防止硬质合金钎焊时产生裂纹及脱落,可选用钎焊温度较低的305银钎料,配合剂102,钎缝可加入紫铜补偿垫片。