一定数量的硬质合金切削具,按一定的形式排布在钻头体上,可形成钻进不同地层的钻头结构。这些决定钻头结构的因素称为硬质合金钻头的结构要素。
1、钻头体
钻头体是切削具的支撑体,它把轴载和扭矩传递给切削具,承受切削具破岩的反作用力和孔底的动载效应,并长时间处于孔底的摩擦环境中。因此,钻头体要用DZ-40地质钻探用无缝钢管制成。钻头体上端车有与岩心管连接的外螺纹,其内壁上有为卡取岩心设计的内锥度。
2、切削具出刃
切削具出刃指的是切削具在钻头体内、外侧和底唇面突出的一定高度,其出刃高度取决于岩石的硬度、均质性和在该岩石中的钻进速度。
(1)内、外出刃
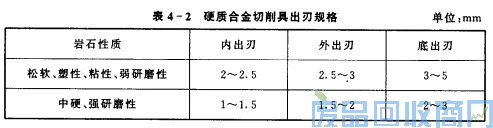
内、外出刃的作用是保证钻头体与孔壁、钻头体与岩心之间留有一定的间隙,以避免钻头体承受来自孔壁和岩心的摩擦力,并为循环冲洗提供通道。硬质合金钻头出刃的参考值如表4-2所列。一般对于软岩层应取较大的出刃值。若钻进遇水膨胀或单位时间内产生大量岩粉的软地层,则一般地加大出刃也不能满足要求。这时必须在钻头体上加焊肋骨,以增大内、外环状空间,一般取内、外出刃3~6mm,底出刃4~5mm。
(2)底出刃
底出刃的作用是保证切削具能顺利地切入岩石,并为冲洗液及时冷却切削具和排除孔底岩粉提供通道。底出刃的概念应包括出刃大小和底刃排列方式两方面的内容。
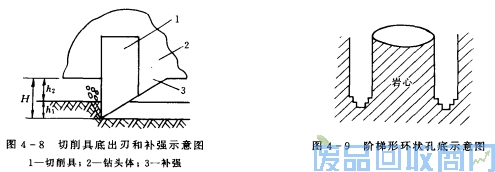
底出刃大小包括切削具的切入深度和过水问隙(图4-8),即H=h1+h2。若H值过大,容易在硬岩和裂隙性岩层中造成切削具崩断,故应在钻头体上增加补强部分,有很好的防崩效果。
钻头的底出刃可以排成平底式,也可以排成阶梯式。后者可使孔底岩石破碎成台阶形(图4-9),即在孔底形成掏槽。这样为上面一排切削具破碎岩石创造了第二个自由面,使体积破碎更容易。尤其对具有一定脆性及较硬的岩层效果更佳。
3、切削具的镶焊角度
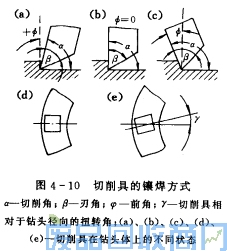
针对不同性质的岩层,可以把具有一定刃角β的切削具以不同的前角(亦称镶焊角)镶焊在钻头体上,从而获得不同的钻进效果。
切削具在钻头唇面上有三种镶焊方式:切削具以正前角斜镶的称为正斜镶[图4-10(a)],垂直摆放的为直镶[图4-10(b)],以负前角斜镶的称为负斜镶[图4-10(c)]。
不同刃角的切削具使用范围也不同,其推荐值如下:
(1)β=45°~50°,用于Ⅰ~Ⅳ级非裂隙性岩石;
(2)β=65°,用于Ⅴ~Ⅶ级岩石;
(3)β=90°的小切削具,用于自磨式钻头。
切削角口的大小应根据所钻岩性来选择。一般来说,钻进软岩口应取小些,但不宜过小。因为口过小可能使切削具后面直接与岩面摩擦。
究竟选择何种镶焊角形式(正斜镶、直镶、负斜镶),应考虑下述原则:
(1)对所钻岩石切入和回转阻力小;
(2)某种镶焊形式可保证钻头体上的切削具有较大的抗弯和抗磨损能力;
(3)有利于及时排除岩粉;
(4)磨损后的切削具应保持一定的切削能力,即端面的接触面积不能过快地增大。
上述条件很难同时满足,设计钻头时应根据岩性,有所侧重地考虑。
分析表明,在切入深度相同的条件下,切入岩石所需的轴向力P,和水平力P,正斜镶最大,直镶次之,负斜镶最小;当磨损体积相同时,切削刃端的磨损面积正斜镶最大,直镶次之,负斜镶最小;当三者出刃大小~致时,切削刃上的弯矩正斜镶最大,直镶次之,负斜镶最小;排粉条件是正斜镶最好,直镶次之,负斜镶最差。所以,通常正斜镶的钻头在软岩中具有高钻速,而负斜镶钻头适用于硬岩和非均质岩层,最常用的是直镶。
4、切削具在钻头体上的布置方式
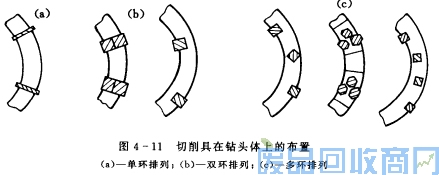
硬质合金钻头切削具的排列方式很多,按切削具在钻头体唇面上的分布圈数,可分为单环排列、双环排列和多环排列(图4-11)。再加上切削具摆放的密集程度,是否扭转一定的角度等因素都可有所变化,从而构成多种类型的钻头形式。确定切削具布置方式时应考虑以下原则:
(1)能保证钻头在孔底工作平稳;
(2)双环、多环排列或分组排列时,每个切削具只破碎孔底的二部分,叠加起来完成整个环状切槽的切削,如果各环之间能相互造成自由面,则破岩效果更佳;
(3)尽量使每个切削具负担的破岩量接近,避免局部磨损过甚;
(4)切削具之间应保持一定的距离,以利于排粉;
(5)对切削具的镶焊和修磨方便。
5、切削具在钻头体上的数目
一般钻头上切削具数目越多,同时参加破岩的切削点就多,钻头寿命较长。但是,由于轴向载荷有限,单个切削具上的载荷不足,只能形成表面破碎;加之切削具数目太多,则岩石破碎处于相互夹持状态,使剪切体变小,造成重复破碎,孔底冷却效果变差,最终严重影响钻进效率。实验表明,钻头体上两组(粒)切削具问的距离Z与切削具厚度b之比应为l/b≥2、5。
切削具数目取决于岩性、钻头直径和切削具形状。对软岩取较少的数量,对较硬和非均质及研磨性岩石,保证一定的钻头寿命是主要矛盾,一般应取密集式排列。
6、钻头的水口和水槽
钻头上一定数量的水口和水槽(水槽下端应与水口顶端相通),是冲洗液流经钻头,冲洗孔底并返回钻柱外环空间的通道。它直接影响着切削具的冷却和孔底及时排粉的效果。
硬质合金钻头体上的水口形状可以有矩形、半圆形、梯形和三角形,但效果最好的是三角弧形水口。水口的数目应等于钻头体上切削具的数目或组数。水口的总面积应大于或等于钻头外环空间(包括回水槽)韵面积,以减少钻头处的水马力损失。