 或直槽。在槽的前端开有凹坑,通过沉头螺钉装夹两块硬质合金可转位刀片,也可装夹切削性能更好的涂层刀片。刀片的形状常采用凸三边形(等边不等角六边形)、三边形、四边形等。两块刀片径向位置相互错开,以便切除孔底全部金属,如图9、2、18所示。靠近钻体轴心的刀片称为内刀片,远离钻体轴心刀片称为外刀片。内、外刀片不是按180°对称配置的,而是如图9、2、18中的A向视图所示,采取偏置的θ角的方法来配置的。内、外刀片应有搭接量△r(径向交错量),如图9、2、19所示。一般△r=2~5mm,预设搭接量的目的是切除孔底的全部金属。为了能保护刀片的后备刀尖不发生磨损(即后备刀尖不参加切削工作。因为刀片转位以后,后备刀尖将成为钻头的刀尖,保护它,对于刀片转位后的加工质量、钻头的寿命至关重要),内刀片的后备刀尖不通过钻头轴心,而与钻头轴心保持△h的距离,一般△h=0.01~0.02do(do为钻头直径)。△h的作用也是保护内刀片的后备刀尖不发生磨损。
或直槽。在槽的前端开有凹坑,通过沉头螺钉装夹两块硬质合金可转位刀片,也可装夹切削性能更好的涂层刀片。刀片的形状常采用凸三边形(等边不等角六边形)、三边形、四边形等。两块刀片径向位置相互错开,以便切除孔底全部金属,如图9、2、18所示。靠近钻体轴心的刀片称为内刀片,远离钻体轴心刀片称为外刀片。内、外刀片不是按180°对称配置的,而是如图9、2、18中的A向视图所示,采取偏置的θ角的方法来配置的。内、外刀片应有搭接量△r(径向交错量),如图9、2、19所示。一般△r=2~5mm,预设搭接量的目的是切除孔底的全部金属。为了能保护刀片的后备刀尖不发生磨损(即后备刀尖不参加切削工作。因为刀片转位以后,后备刀尖将成为钻头的刀尖,保护它,对于刀片转位后的加工质量、钻头的寿命至关重要),内刀片的后备刀尖不通过钻头轴心,而与钻头轴心保持△h的距离,一般△h=0.01~0.02do(do为钻头直径)。△h的作用也是保护内刀片的后备刀尖不发生磨损。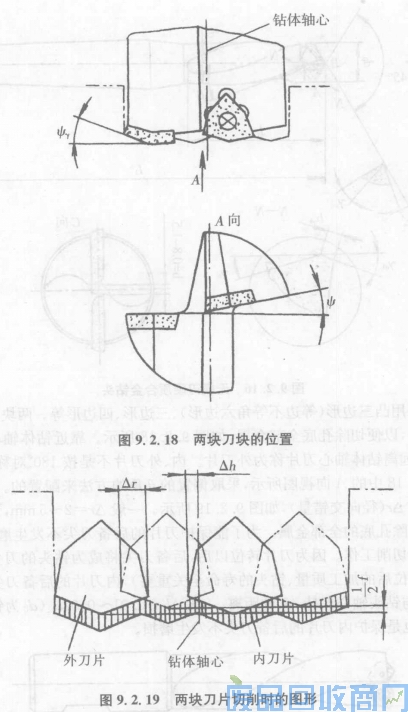 2)硬质合金可转位浅孔钻的特点切削速度高,Vc=(150~300)m/min,是高速钢钻头的3~10倍;切削性能好,主要原因是采用了先进的刀具材料,如硬质合金刀片、涂层刀片和陶瓷刀片等;更换调整刀片方便,大大节约了辅助时间;目前硬质合金可转位浅孔钻的加工孔径范围是φ6~φ60mm,孔深最大不超过4d,该钻头不仅可用于实心材料上的钻孔,也可用于扩孔;它特别适合于在数控机床和加工中心上使用。
2)硬质合金可转位浅孔钻的特点切削速度高,Vc=(150~300)m/min,是高速钢钻头的3~10倍;切削性能好,主要原因是采用了先进的刀具材料,如硬质合金刀片、涂层刀片和陶瓷刀片等;更换调整刀片方便,大大节约了辅助时间;目前硬质合金可转位浅孔钻的加工孔径范围是φ6~φ60mm,孔深最大不超过4d,该钻头不仅可用于实心材料上的钻孔,也可用于扩孔;它特别适合于在数控机床和加工中心上使用。 ![]()
![]()
![]()
![]()
![]()