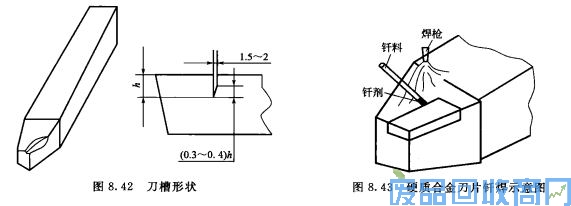
硬质合金刀片由WC、TiC、Co等粉末压制、烧结而成,刀杆常选用综合性能较好的40、45等中碳钢制作,通过钎焊将刀片和刀杆连接在一起。刀槽形状如图8、42所示,刀体和刀头厚度比为3:1,刃头宽度小于刀体的2/3,刀槽内棱角处应有圆弧过渡,以避免刀体产生裂纹。刀槽用铣床或刨床加工,要求加工面粗糙度不低于Ra 6、3μm。
硬质合金刀片与刀杆的钎焊常采用高频感应钎焊、火焰钎焊。火焰钎焊设备简单,燃气来源广,连接成本低,灵活性大,适用于中小型机加工企业。
(1)焊前清理
刀片在焊前采用喷砂处理,也可在碳化硅砂轮上用手工轻轻磨去钎焊面的表层,清除表面过多的碳,以提高钎焊时的润湿性。清理刀片时要注意不可用机械的方法夹住刀片在砂轮机或磨床上磨削,以免产生裂纹,更不能采用化学机械研磨的方法,否则会将刀片表面的钴腐蚀掉,导致钎焊时难以润湿刀片,造成钎焊接头强度下降,甚至使用时刀头脱落。
刀槽在钎焊前用锉刀将毛刺去除,并进行喷砂处理,然后用汽油或丙酮将粉尘清洗干净。
(2)钎料选择
硬质合金钎焊最常用的是铜锌钎料,在钎料中添加锰、镍、铁等合金元素可提高钎料的润湿性和接头的强度,钎剂可选用粉30l(硼砂30%、硼酸70%)。
(3)火焰钎焊工艺
选用H01-12型焊炬,配用5号焊嘴。氧气压力为0.7MPa,乙炔压力为0.001~0.1MPa,钎焊温度为950~1050℃。
①钎焊时,为防止YT15合金刀片脱碳或过烧,要选用碳化焰。
②钎焊时应采用外焰加热,不允许用焰心,使用外焰加热时温度较低,火焰体积大,加热范围大,有利于加热均匀及钎料填充间隙。
③钎焊时焊嘴与刀杆的距离为50mm,焊嘴与刀杆倾斜角度为110℃,可保证有效地利用火焰热量和加热平衡,如图8、43所示。
④钎焊时,焊炬由左向右、由右向左、由上向下反复对刀体(刀槽的四周)进行加热,使刀体和刀片受热均匀一致。
⑤当刀体呈暗红色(500~650℃)时,应立即填加钎剂,并继续加热,使钎剂充满整个钎缝。
⑥当刀体呈红色(1000℃)时立即将蘸有钎剂的钎料送人接头缝隙处,利用刀槽和刀片的热量,使其快速熔化,并渗入和填满钎缝间隙。
⑦钎焊过程应在Imin内完成,防止YTl5刀片过烧或脱碳。
(4)焊后处理
①钎焊后应立即将车刀放人草木灰或石棉灰中缓冷,或者直接放入370~420℃的炉中进行低温回火,经保温2~3h后随炉冷却,以减少内应力,防止裂纹产生。
②钎剂的残渣对接头起腐蚀作用,也妨碍对钎缝的检查,应清除干净,用刮刀等将多余的钎料、钎剂及杂质刮掉,使钎缝表面光滑、整洁。