不重磨刀片也称为可转位刀片。第一机械工业部标准JB1461-74《硬质合金不重磨刀片尺寸系列与技术要求》中规定了硬质合金不重磨刀片的型式与基本参数(表14)。
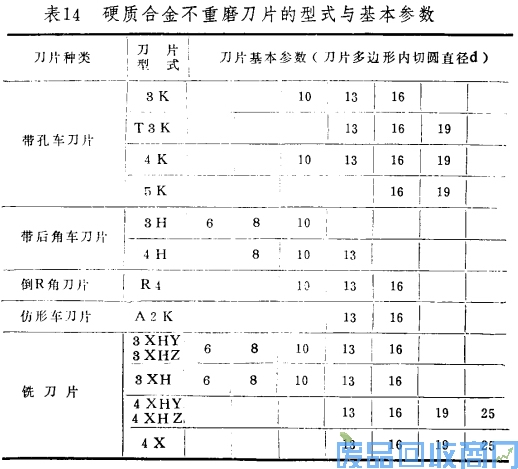
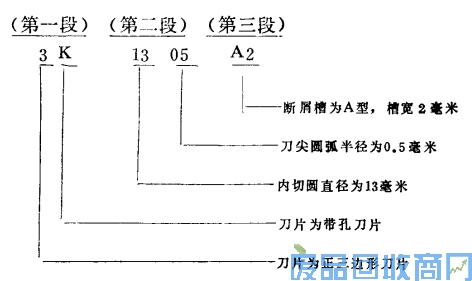
刀片的代号分三段,第一段代表刀片的型式;第二段代表刀片的基本参数;第三段代表刀片的其它特征(如车刀片的断屑槽型式及主要尺寸,最通用的断屑槽型可以在代号中省略)。
刀片代号的三段内容如下:
(1)刀片代号的第一段,开始的数字代表刀片多边形的边数或可以更换的切削刃的刃数。对于刃数相同而外形不同的刀片,再增加一个汉语拼音字母加以区别,如凸三边形刀片用“T3”表示。
(2)刀片代号第一段中的汉语拼音字母代表的意义如下:
K—代表带孔刀片;
H—代表带后角刀片;
X—代表铣刀刀片;
Y—代表右刀片;
Z—代表左刀片。
(3)刀片代号第二段的数字代表刀片的基本参数,前两位数字代表刀片多边形内切圆直径的毫米数,后两位数字代表刀片刀尖圆弧半径毫米数的10倍。代号前两段简称前段。
(4)刀片代号第三段的汉语拼音字母代表刀片的其它特性,如车刀刀片的断屑槽型式及尺寸。刀片代号的含义举例如下:
硬质合金不重磨刀片制成后应符合下列技术要求:
(1)刀片的表面光洁度应符合以下规定;
①车刀片的前面倒棱处不低于▽9。
②车刀片的基面不低于▽7。
⑧铣刀片修光刃后面不低于▽8。
④铣刀片其余各面不低于▽8。
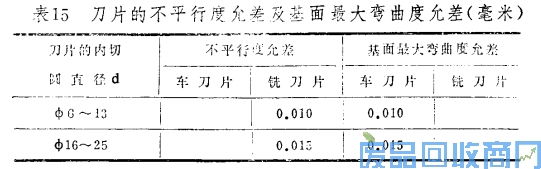
(2)刀片的不平行度和刀片基面的最大弯曲度应符合表15的规定。
(3)刀片的各切削刃口不得有缺口、崩刃等缺陷。
(4)刀片非切削刃部分的掉边、掉角的深度和圆角尺寸不应超出下列规定:
d=φ6~φ13毫米的刀片—0.2毫米,
d=φ16~φ25毫米的刀片—0.3毫米。